深入了解<济宁> 本地 45号绗磨管 【液压油缸管供应】型号齐全产品,一部视频就够了,快来观看!
以下是:<济宁> 本地 45号绗磨管 【液压油缸管供应】型号齐全的图文介绍
新策钢管有限公司占地40余亩,建筑面积12000平方米,拥有员工100多人,技术人员30余名。现代化 液压油缸管厂家、加工生产设备齐全,技术力量雄厚;地理位置优越,交通便利。拥有完整、科学的质量管理体系,多年来一直坚持质量为本、诚实守信的处世原则,用实力和 液压油缸管厂家、产品质量获得了业界的一致好评。


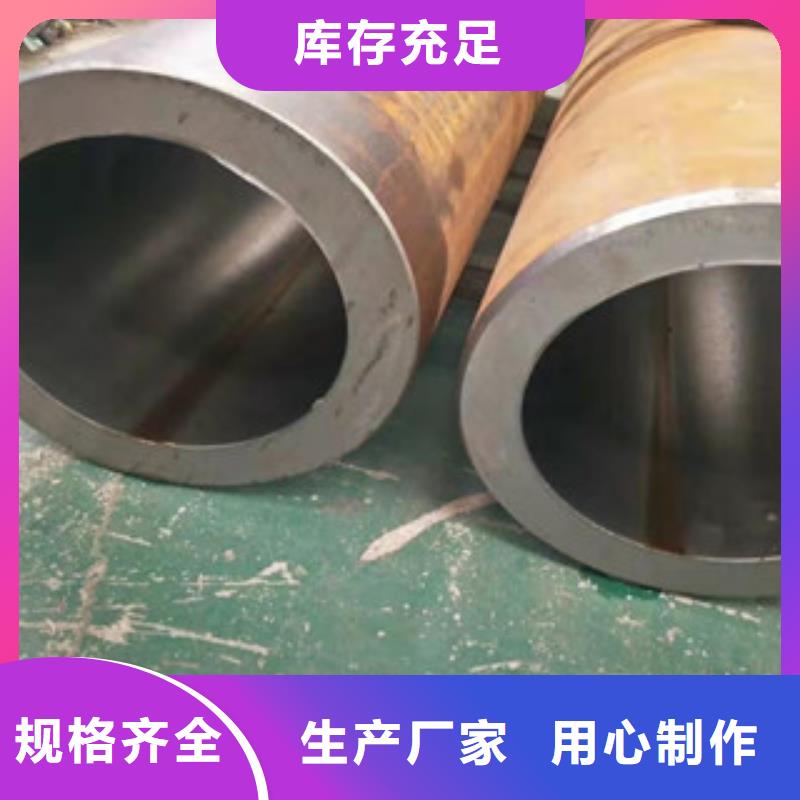
液压油缸管,绗磨管,研磨管,珩磨管常用材质
10# 0.07~0.13 0.17~0.37 0.35~0.65 ≤0.035 ≤0.035
20# 0.17~0.23 0.17~0.37 0.35~0.65 ≤0.035 ≤0.035
35# 0.32~0.39 0.17~0.37 0.35~0.65 ≤0.035 ≤0.035
45# 0.42~0.50 0.17~0.37 0.50~0.80 ≤0.035 ≤0.035
40cr 0.37~0.44 0.17~0.37 0.50~0.80 ≤0.035 ≤0.035 0.08~1.10
25Mn 0.22~0.2 0.17~0.37 0.70~1.00 ≤0.035 ≤0.035 ≤0.25
37Mn5 0.30~0.39 0.15~0.30 1.20~1.50 ≤0.015 ≤0.0



冷拔(轧)无缝绗磨钢管的轧制方法较热轧(挤压无缝绗磨钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔再坯管,专门的热处理。热处理后,就要被矫直。钢管经矫直后由传送带送至金属水压实验进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
无缝绗磨管工艺流程
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装



绗磨管提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。 无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。根据液压缸的工作条件和具体情况,考虑缓冲、排气和防尘措施。钢管性能更优越,金属比较密。热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞 入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。







 扫一扫
扫一扫